Resource Centers
Linking PFMEAs and Control Plans
Control Plans assure a system is in place to control the risks of the same failure modes as identified in the PFMEA. While Control Plans can be developed independently of PFMEAs, it is time and cost-effective to link Control Plans directly to PFMEAs.
- The primary intent of Control Plans is to create a structured approach for control of process and product characteristics while focusing the organization on characteristics important to the customer.
- A Control Plan does assure well thought-out reaction plans are in place in case an out-of-control condition occurs and provides a central vehicle for documentation and communication of control methods.
- Special attention is typically given to potential failures with high RPNs and those characteristics that are critical to the customer.
A Control Plan deals with the same information explored in a FMEA plus more.
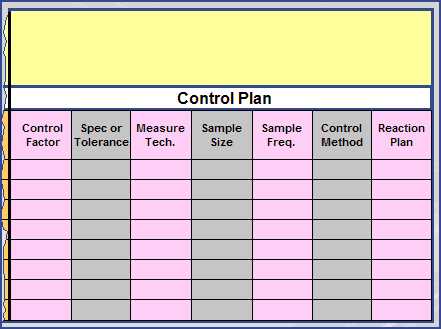
The major additions to the FMEA needed to develop a Control Plan are:
- Identification of the control factors.
- The specifications and tolerances.
- The measurement system.
- Sample size.
- Sample frequency.
- The control method.
- The reaction plan.
Don’t let Control Plans become static.
- Just like work instructions, make Control Plans a living document.
- As changes in product or process characteristics, specifications, measurements systems, sampling, control methods, or the reaction plan are identified, update the control plan.
- Use the revision as a communication tool to spread the word of the changes to the supply chain.
- By making the FMEA a living document, you can be sure that potentials for failure are continually being eliminated or reduced.
We have training on Control Plans!
| 10 Steps to Conduct a PFMEA | Getting More Out of PFMEAs |